




高精度プレスロードモニター PLM02
プレス加工を可視化する
プレス機・金型の問題点を一発解決
1. データ化

最適なプレス加工状態に変更
2. 改 善

プレス機・金型情報を記憶 / 金型取付の再現・量産の異常検出
3. 管 理
・ イーサネットで多数台のプレス機・金型情報を記憶/金型取付の再現・量産の異常検出
・ 傾向管理での予知保全
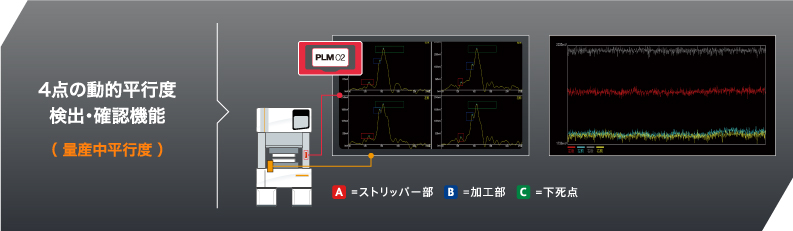
1台で4つの機能

株式会社エンインダストリーズ
〒507-0818 岐阜県多治見市大畑町5-11 ミリオンハイツ102号 TEL:0572-23-2761 FAX:0572-23-2762
〒507-0818 岐阜県多治見市大畑町5-11 ミリオンハイツ102号 TEL:0572-23-2761 FAX:0572-23-2762


Copyright© 2025 EN INDUSTRIES CO., LTD. All Rights Reserved.